 お問い合わせ
お問い合わせ
混合機の導入を検討する際に
「この装置で自分の扱う試料は混ざるのか」「そもそも何を基準として混ざったと判断するのか」
ということで悩まれる場合も多いかと思います。
そこで今回は弊社で実施しております「粒度分布測定装置」を用いた混合度の評価方法をご紹介します。
[粒度分布測定装置とは]
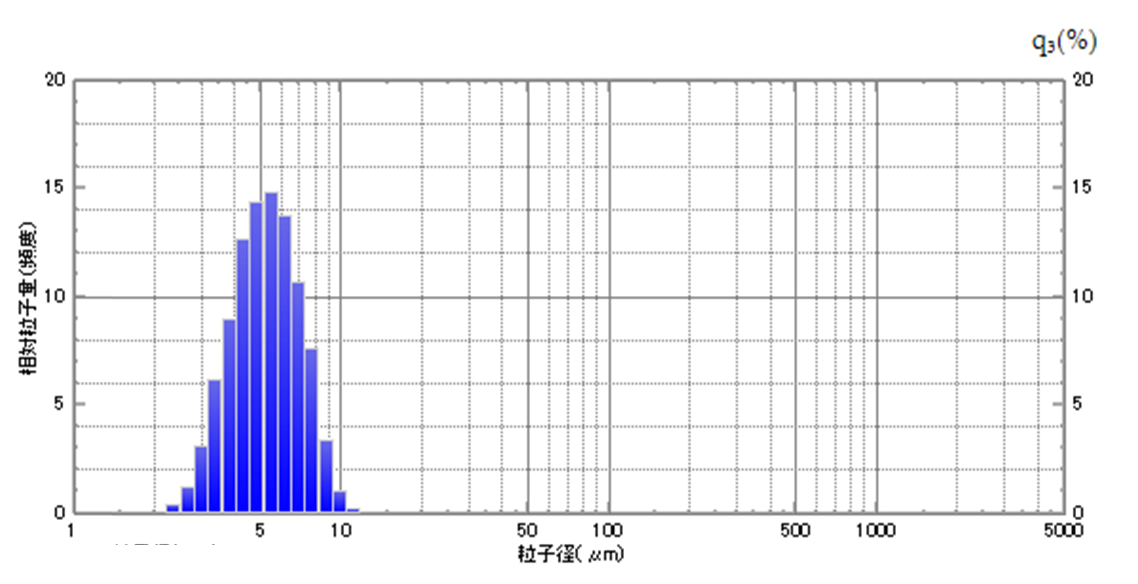
粒度分布測定装置は試料中の各大きさの粒子が含まれる割合を測定する装置です。(図1)

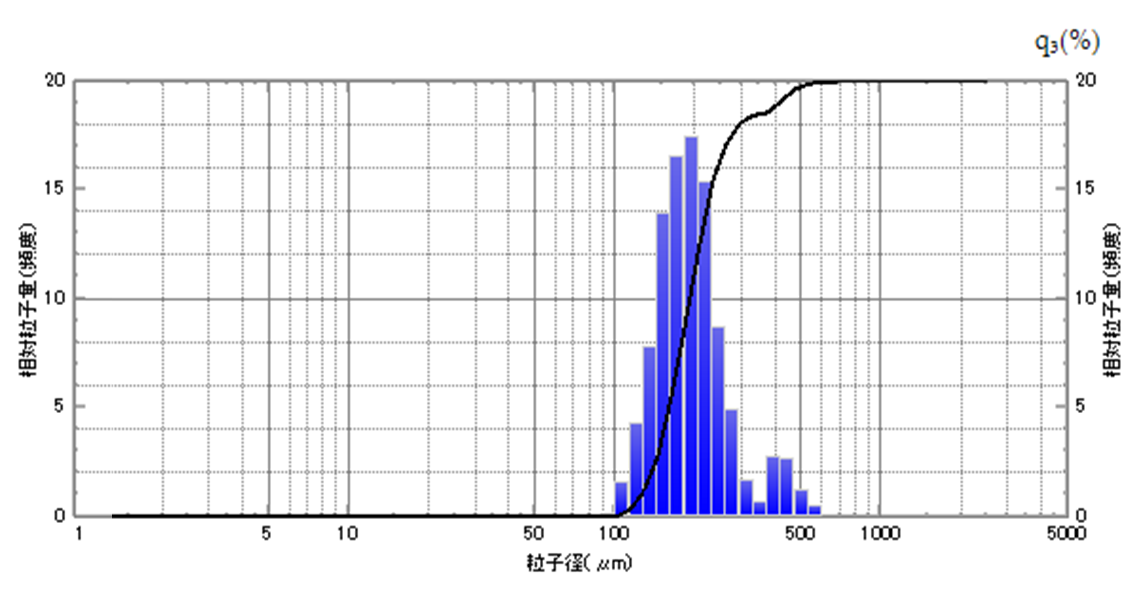
弊社で使用しております装置では図2のように各粒径(横軸)の粒子が体積比で何%含まれているか(縦軸)を測定します。
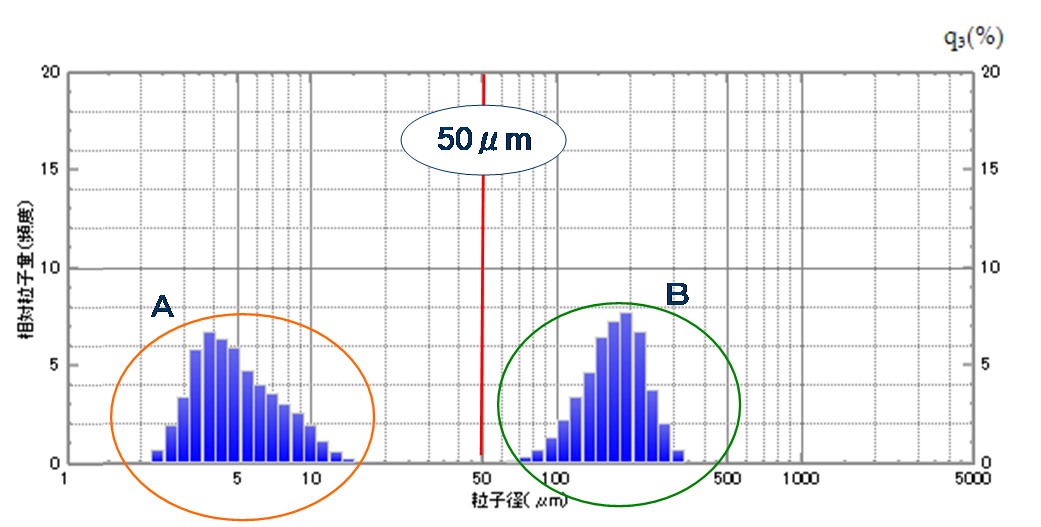
この粒径の分布範囲が異なる粉体同士であれば、混合した後でもこの装置で両者を見分けることが可能です。
つまり試料中の混合比率を測定できるということです。(図3)
[混合度とは]
一口に混合といっても様々な表現方法があり、どの定義を用いるかによって意味合いは変わります。
弊社では下式で表される混合度Mをもって混合度合いの指標としております。参考文献1)
$$M=(1-\frac{σ}{σ_0})\times{100} [\%]・・・式1\hspace{20cm}$$
\(σ_0:混合前の標準偏差\)
\(σ :混合後の標準偏差\)
$$σ=\sqrt{\frac{1}{n}\times{\sum_{i=1}^{n}{(x_i-\bar{x})^2}}}・・・式2\hspace{20cm}$$
\(n : サンプル数\)
\(\bar{x} : 測定値の平均\)
\(x_i : 測定値\)
[大まかな評価手順]
まず混合前の標準偏差\(σ_0\)は単純に容器に入れた各粉体の体積比から求めます。
例えば体積比\(50:50\)で2種類の粉体を用意した場合、\(σ_0 =50\)となります。
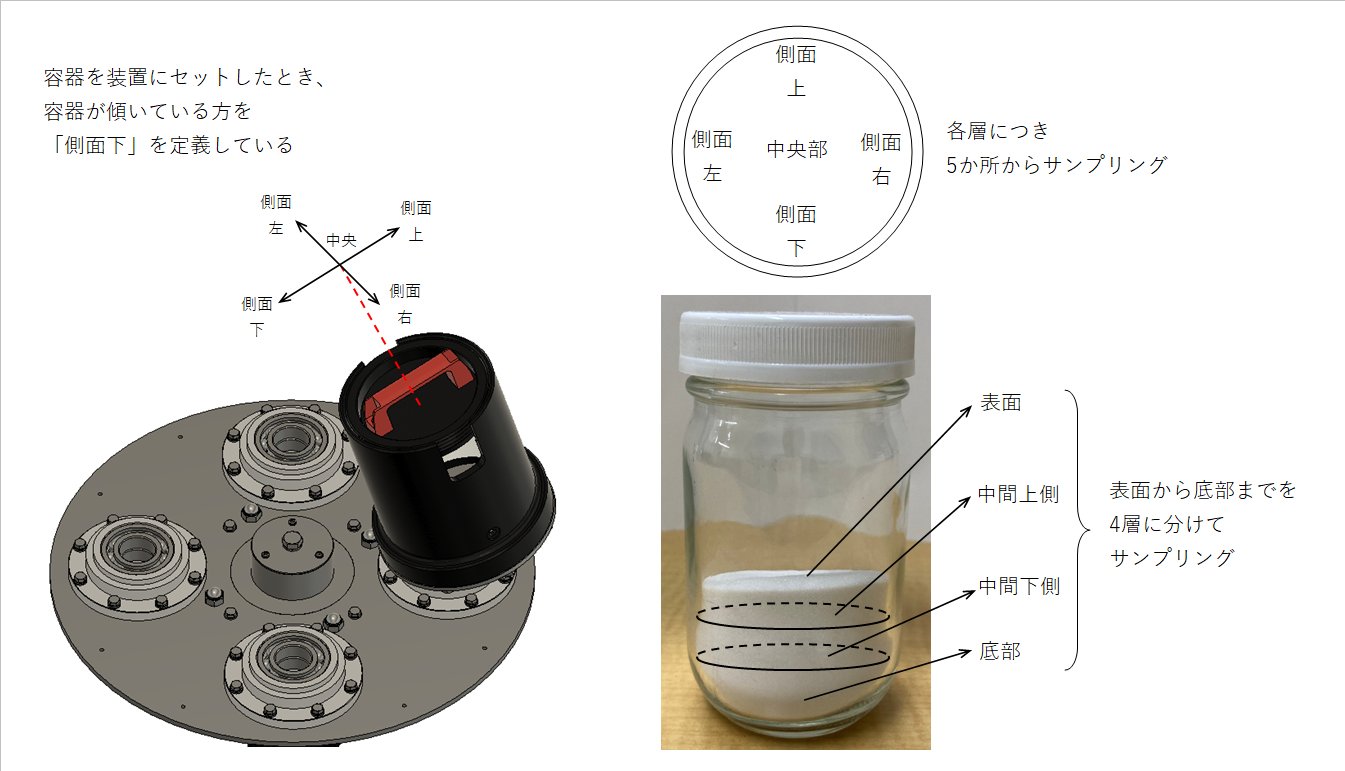
また混合終了後、図4に示すように容器内の20か所からサンプリングを行い、そのサンプル内での各粉体の混合比率を測定します。
この20個の値から混合後の標準偏差\(σ\)を求めます。
例えば、片方の粉体の比率が以下のような数値だった場合を考えます。
(50%, 51%, 52%, 50%, 51%, 49%, 48%, 49%, 50%, 53%, 49%, 48%, 50%, 48%, 52%, 51%, 49%, 50%, 52%, 49%, 49%)
まず平均値\(\bar{x}\)は50%です。
そして各測定値\(x_i\)と平均値の差の自乗を20個分合計し、サンプル数\(n=20\)で割った後、平方根をとります。
上の例では標準偏差は5.36%となります。
この値を式1に代入して、混合度は\(M=(1 – 5.36/50)\times{100}=89.2\)%となります。
弊社ではこのような評価試験も実施しておりますので、ご興味がございましたら、まずは下のリンクからお問い合わせください。
参考文献
[1] (社)日本粉体工業技術協会編, 「粉体混合技術」, 日刊工業新聞社 (2001)(https://pub.nikkan.co.jp/books/detail/00000593)