 お問い合わせ
お問い合わせ前回までは様々な粒径のアルミナ研磨材と炭化珪素研磨材を用いて混合性の検証を行ってきました。
今回は粉体の流動性が混合結果に与える影響という視点で、これまでの検証結果を整理していきます。
検証には下記3種の材質をそれぞれ1~4サイズ使用しました。
流動性の高い物質として今回新たにガラスビーズを追加しました。
①アルミナ研磨材(白色溶融アルミナ)
粒度#100(粒径180μm)、粒度#280(粒径50μm)、粒度#1000(粒径11.5μm)、粒度#3000(粒径4μm)
②炭化珪素研磨材
粒度#280(粒径50μm)、粒度#1000(粒径11.5μm)、粒度#3000(粒径4μm)
③ガラスビーズ研磨材
粒度#240(粒径75μm)
まずはそれぞれの粉体について混合前の流動性指数を測定しました。
(※流動性指数については、こちらの記事をご参照ください)
測定結果を表-1にまとめます。
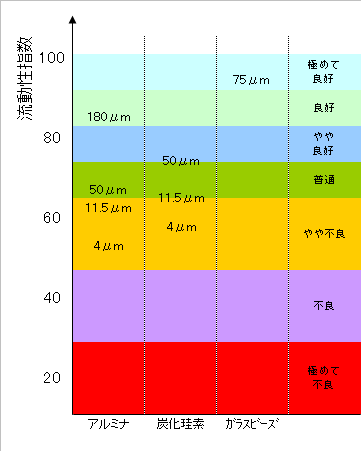
同じ材質同士では粒径が大きいほど流動性が高い傾向がわかります。
また異なる材質との比較ではガラスビーズ>炭化珪素>アルミナの順に流動性が高いことがわかります。
次に上記の8物質について各組合せでの混合性を評価し、表-2にまとめました。
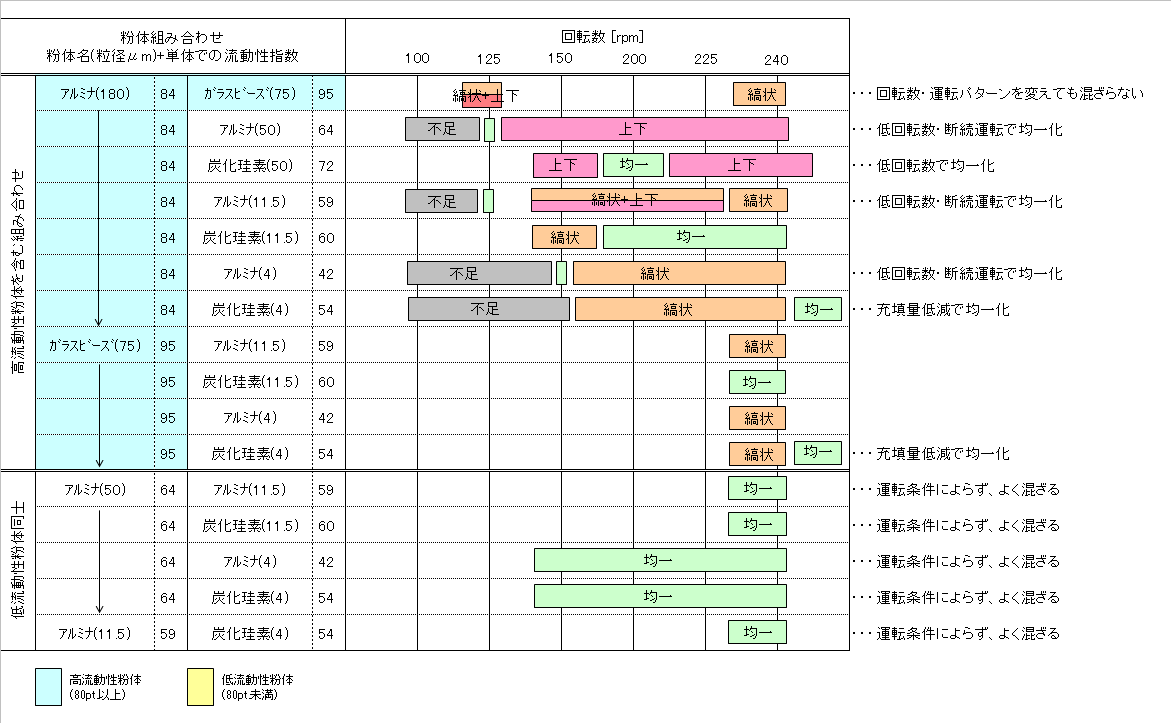
表-2_回転数と混合状態のまとめ
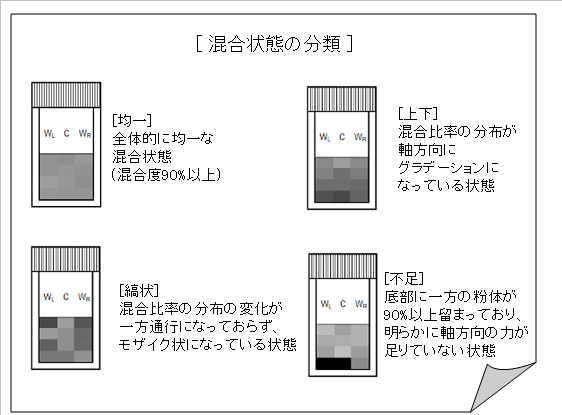
ここから次の傾向が読み取れます。
A) 流動性の高い粉体同士(流動性指数80pt.以上)の場合、回転数や運転パターンを変えても混ざらない
B) 流動性の高い粉体と低い粉体の組み合わせの場合、回転数や運転パターンを最適化することで混ざるようになる
C) 流動性の低い粉体同士(流動性指数80pt.未満)の場合、よく混ざる
このようにSANMIXでは流動性の高い粉体の混合を苦手としていることがわかります。
これまでの検証から回転数を落とすと両粉体の速度の差が小さくなり、混ざりやすくなる傾向が見られます。(混合事例①、②、③)
しかしSANMIXでは容器がほぼ鉛直な軸を基準に回転しているため、粉体を上下方向に動かすためには、ある程度の遠心力を働かせる必要があり、100rpmを下回るような低速で混ぜることができません。
しかし全く打つ手がないわけではありません。
次回は流動性の高い粉体同士の混合性を高める方法について検証します。
今後もこのような混合性の検証試験を随時行っていきます。
弊社に試料を送付いただければ、テストをさせていただきますので、ぜひお問い合わせください。